Famásolómaró gépek tervei. Hogyan készítsünk saját kezűleg házi készítésű másoló-marógépet (pantográfot) fához
Másoló végrehajtása esztergapad saját kezűleg nem a legnehezebb feladat. De a kívánt eredmény elérése érdekében a minőség és a hatékonyság tekintetében némi erőfeszítést kell tennie. Hasznosnak fogod találni részletes rajz, egy másolatsablon és néhány óra szabadidő. alapján kínálunk egy másológép verziót kézi vágó vágószerszámként.

Az esztergagéphez javasolt másológép kevés pénzügyi, idő- és munkaerőköltséget igényel. Ez az oka annak, hogy sok olyan mesterembert vonz, akiknek fénymásolóra van szükségük az esztergagéphez.
A vágóeszköz egy kézi maró lesz. Ahol működési képességek A fénymásolók közvetlenül az esztergaberendezés jellemzőitől függenek.
Ne számítson a saját maga által készített eszköz dizájnjának vonzerejére, mivel annak fő feladata, hogy felesleges energiafogyasztás nélkül másolatokat készítsen sablon szerint.
A gép készüléke másolóval

- Először is egy nyomjelzővel ellátott eszterga létrehozásához kézi útválasztóra lesz szüksége. Válassza ki a típusát a tervezett munkától függően;
- A router körülbelül 50 x 20 centiméteres tartóplatformra van felszerelve. 12 mm vastag rétegelt lemezből készülhet;
- Kérésére másológép kaphat kisebb vagy nagyobb oldalt. A méretek nagymértékben függenek a kiválasztott útválasztó paramétereitől;
- A támasztóplatformon készítsen lyukakat, amelyeken keresztül az útválasztók kijönnek;
- Itt is készülnek lyukak a rögzítéshez. Optimális a csavarok használata kötőelemként;
- A kerület körül elhelyezett és önmetsző csavarokkal rögzített tolórudak védelmet nyújtanak a vágó véletlenszerű elmozdulásai ellen a termékek feldolgozása során;
- Miután felszerelte a vágótartót a rudak közé, győződjön meg arról, hogy biztonságosan rögzítve van, és nincs vibráció vagy holtjáték;
- A tartóplatform túlsó végének képesnek kell lennie a vezetőcső mentén elmozdulni az esztergaberendezés teljes hosszában;
- Használjon 25 milliméter átmérőjű vezetőcsövet, vagy igazítsa a gép paramétereihez;
- A csövek kiválasztásának fő feltétele, hogy megbirkózzon a router súlyából eredő terhelésekkel, ne ereszkedjen meg, és egyenletes, sima felületet tartson fenn;
- Rögzítse a csövek végeit megfelelő méretű fahasábpárral;
- A rudakat önmetsző csavarokkal vagy átmenő csavarokkal rögzítik a géptesthez.
Szerkezeti elemek beépítése
Annak érdekében, hogy a másológéppel ellátott eszterga hatékonyan működjön, és a másolási folyamat ne okozzon minőségi problémákat, semmi esetre se rohanjon. Pontosan a rohanás akadályozza meg a kézműveseket abban, hogy saját kezűleg készítsenek igazán jó fénymásolót egy esztergagéphez.
Miután tanulmányozta a rajzot, amely alapján úgy döntött, hogy saját kezűleg másolót épít, tartsa be a javasolt méreteket. Ha csak egy kis hibát is elkövet, akkor a másolási technológia teljesen felborulhat, és a munkatengelyek sérülhetnek.
Ahhoz, hogy ilyesmi ne fordulhasson elő, tarts be néhány fontos szabályt.
- A maró mozgatására szolgáló cső tengelyének pontosan párhuzamosnak kell lennie a gép forgástengelyével.
- A csőtengely és a géptengely egybeesése is fontos plusz, bár ez a feltétel nem kötelező.
- A lényeg a legalacsonyabb helyzetben lévő maró egybeesése az esztergaszerkezet tengelyével. Ezt a paramétert a fénymásoló elhelyezési szintje miatt szükség szerint szabályozza és módosítja.
- Rögzítse a vezetőcsövet a fahasábok zsákfuratain keresztül. Közvetlenül a rögzítés előtt azonban helyezzen két rudat arra a csőre, amelyre a tartóplatformot kívánja telepíteni.
- A teherhordó platform fahasábjainak nagyon könnyen kell mozogniuk, vagy inkább csúszniuk kell a vezetőcső mentén. Ha kilazulást észlel, a másolóegységet újra kell készíteni.
Sokan tartanak attól a pillanattól, amikor fokozott követelményeket támasztanak a vitorlázórepüléssel szemben. De ilyen működési paraméterekkel rendelkező gépet nem nehéz elkészíteni, ha egyenletes, sima csövet használ.
Nyújtó
A következő lépés a vízszintes felszerelése fa tömb, amely nyomkövetővel ellátott eszterga második legfontosabb működési alkatrésze.
- Tartsa be a fent leírt műveletekhez hasonló pontossági követelményeket;
- A vízszintes gerenda a munkadarab-profil sablonhoz van csatlakoztatva;
- Ha saját kezűleg szeretne blokkot készíteni, használhat egy 7 x 3 milliméter méretű munkadarabot, és önmetsző csavarokkal rögzítheti a függőleges oszlopokhoz;
- Magukat a faállványokat az esztergaágyra szerelik fel bármilyen, Önnek megfelelő módszerrel;
- Ügyeljen arra, hogy a vízszintes elem felső éle párhuzamos legyen a gép tengelyével, és ugyanazon a szinten legyen;
- Ha valamikor nincs szüksége a másolási funkcióra, saját kezűleg könnyen eltávolíthatja a blokkot, ráhajthatja a szerelőplatformot a gép szélére, és másológép nélkül használhatja az esztergaegységet rendeltetésszerűen;
- A maróasztalra függőleges ütköző van felszerelve. Itt egy vékony rétegelt lemez nagyon alkalmas. Bár ha tartósabb szerkezetre van szüksége, használjon acéllemezeket;
- Ez az elem a fénymásolóban való mozgásra szolgál az alkatrészek élezésekor. Beállítja a munkamaró térbeli pozícióját. Ezért a fénymásolót a lehető legbiztonságosabban kell rögzíteni;
- A vastagság fontos szerepet játszik. Minél vékonyabb a függőleges ütköző, az eszterga annál pontosabban tudja másolni a sablont. De még ha az ütköző túl vékony is, a készülék bizonyos nehézségekkel a minta szerint mozog. Ezért az optimális kiút a helyzetből egy köztes lehetőség keresése;
- Ha rétegelt lemezt használ másológép készítéséhez, mindenképpen fontolja meg a kivehető kialakítás használatát. Így könnyedén leszerelheti a másológépet, ha elhasználódott, és minimális időráfordítással kicserélheti egy újra.
Minta
A másoló funkcióval rendelkező eszterga utolsó, de nem utolsósorban fontos eleme maga a másolósablon. Nem nehéz elkészíteni, de a konfiguráció teljes mértékben a gépe segítségével beszerezni kívánt termékek paramétereitől függ.
- Vegyünk egy rétegelt lemezt vagy OSB lapot;
- Alkalmazzon jelöléseket a lapra a jövőbeli termék körvonalai szerint, amelyet esztergagépen szeretne megfordítani;
- Mindenképpen hasonlítsa össze az összes méretet a szükséges paraméterekkel;
- Elektromos kirakós fűrésszel óvatosan vágja le a pengét a kontúrok mentén, vágja ki a szükséges részt;
- Végezze el a széleket őrlőgép vagy normál csiszolópapírral. A sablonon nem lehet szabálytalanság, sorja vagy bevágás;
- Rögzítse a kapott sablont a vízszintes sínhez önmetsző csavarokkal;
- A rögzítést szigorúan a beépítési paramétereknek megfelelően végezze.
Rajzok és videó utasítások segítségével könnyedén elkészíthet egy meglehetősen hatékony, produktív másolóeszterga egységet. Csak egy kis türelem és idő kell.
BAN BEN modern világ Gyakran előfordul, hogy valamiről másolatot kell készíteni, vagy reprodukálni és megismételni valamit. Erre a célra sok vállalkozás széles körben alkalmaz másoló-marógépeket, melyeket olyan termékek készítésére terveztek, amelyek alakja leginkább illeszkedik az adott eredeti mintához. Lehetővé teszik az alkatrészek nagy mennyiségben történő előállítását, miközben biztosítják az egyes elemek gyors feldolgozását és gyártását.
Az őrlési eljárás jellemzői
A marás az egyik elterjedt megmunkálási mód. Acélból, színesfémből, öntöttvasból és műanyagból készült munkadarabok formázott és egyszerű felületeinek marását, nagyolását, simítását és félsimítását végzik. A marás jellemzi magas szint termelékenység, amely lehetővé teszi a végeredmény a megfelelő geometriai alakú termékek előállítását.
A marást kétféleképpen lehet végrehajtani: felmarás (előtolás ellen), amikor az előtolás ellentétes a maró forgásirányával, és lemarás (az előtolás mentén), amikor az előtolás forgásirányai. vágó és előtolás egybeesik. A modern vágóanyagokkal (ásványi kerámia, szintetikus szuperkemény) felszerelt marókkal nagy keménységűre edzett anyagokat dolgozhat fel, ezzel helyettesítve a csiszolási eljárást.

A marógépeket karok, szalagok, házak, burkolatok és konzolok felületeinek marására tervezték egyszerű konfigurációban, összetett konfiguráció kontúrok (például sablonok, bütykök), testrészek felületei. A marógépek két fő kategóriába sorolhatók: általános célú gépek és speciális gépek. Az első csoportba tartoznak a hosszmaró, a konzolos, a nem konzolos és a folyamatos marógépek. A második kategóriába tartoznak a menetmaró, fogaskerekes maró, horonymaró, kulcsos maró és másolómaró gépek.
Másoló marógép célja
A másoló-marógépek általában térfogati és síkbeli, valamint térfogati másolási munkák elvégzésére szolgálnak háromdimenziós modellekkel és a megfelelő fénymásolókkal, különféle alakú profilok, minták, díszek és feliratok gravírozására, valamint könnyű marásra. munka. Az ilyen egységek vitathatatlan előnye, hogy képes a sajátjával is teljesíteni egyszerű készülék hihetetlenül összetett minták.
A gép különféle marási műveleteket tud végezni acélon, öntöttvason és színesfémeken nagy sebességű és keményfém szerszámokkal a nagy- és kisüzemi gyártásban. Az ilyen gépeken hajócsavarok, turbóhajtóművek és gőzturbinák lapátjai, hidraulikus turbinák járókerekei, vágó- és kovácsolószerszámok, prés- és öntőformák, különféle bütykök, bélyegek, öntőformák, fém modellekés üres.

Az ilyen berendezéseket lyukak fúrására is használják fogantyúk, zárak, reteszek, fém zsanérok, valamint bármilyen méretű tükör és csatorna keret készítése műanyagra és alumínium profilok, mint a másoló-marógépekről szóló videóban. Tovább univerzális gépek Az ilyen termékek feldolgozási eljárása szinte lehetetlen.
Másolat- marógépívelt részek marására szolgál másolási technikával egy sablon szerint, amelyről a leendő termék alakját másolják. A sablonok használata lehetővé teszi az ilyenek kiküszöbölését a legbonyolultabb művelet az emberi tényező hatása, és ennek eredményeként minden kész alkatrész azonos alakú.
Több teljesen azonos termék készítéséhez nem csak egyetlen sablont használhat, hanem az összes további alkatrészt is az első alapján készítheti el. A legpontosabb ismétlés érdekében azonban ajánlatos a gépet egy áramszedőnek nevezett másoló berendezéssel kiegészíteni. Kialakítása eltérő lehet, de a funkciója minden esetben ugyanaz - a másolófej mozgásának pontosabb átvitele a profil mentén a vágóberendezés felé.
Másoló marógép tervezése
A másoló-marógépet a termékek profiljainak (síkmarás) vagy domborműveinek (térfogatmarás) feldolgozására tervezték keményfém vágószerszámmal - marószerszámmal. A vágó a terméken reprodukálja a beállító eszköz - a másológép - kontúrját vagy felületét. A kézi másoló-marógép meghajtó berendezése pneumatikus, mechanikus vagy hidraulikus összeköttetéssel rendelkezik egy nyomkövető rendszerrel, amely a forgácsolószerszám irányításáért felelős, egyrészt hat az erősítőre, másrészt befolyásolja a végrehajtó szervet. .
Másolóként egy lapos sablon, térmodell, referencia alkatrész, kontúrrajz, másolóeszközként pedig szonda, másolóhenger vagy ujj, vagy fotocella szolgálhat. A másolandó minták készülhetnek fémből, műanyagból vagy fából. A munkadarab és a fénymásoló egy forgóasztalra van felszerelve.

A végrehajtó szerv lehet orsó, csavar, mágnesszelep, elektromágneses tengelykapcsoló vagy differenciálmű. A másoló-marógépek erősítő berendezéseiben elektromágneses, hidraulikus vagy elektrooptikai reléket használnak. A munkadarab felületi érdessége és a profil pontossága a nyomkövető eszköz mozgási sebességétől függ: 6-os érdesség és 0,02 milliméteres profilpontosság érhető el. A működtető áramkört egy nagy teljesítményű hidraulikus henger és egy villanymotor hajtja meg.
A meghatározott léptékű másolás egy speciális eszközzel, úgynevezett áramszedővel történik. Ha érdekli, hogyan készítsen másoló-marógépet otthon, akkor kiegészítheti ezzel az eszközzel. Az áramszedőnek van egy szerkezeti vezetőcsapja, amely egy tengelyen helyezkedik el, és a fénymásoló mentén mozog, egy forgástengely és egy szerszámorsó. Amikor a munkadarabon az ujjminta mentén mozog, az orsó geometriailag hasonló alakot ír le. A másolási léptéket pedig az áramszedő karjainak arányai határozzák meg.
Másoló marógépek típusai
A hajtás típusa alapján a következő főbb másoló-marógéptípusokat különböztetjük meg: áramszedővel, amelyet 2 és 3 dimenziós munkavégzésre terveztek; univerzális eszközök áramszedővel, amely egy függőleges síkban forgó karon helyezkedik el; egy- és többorsós egységek négyszögletes ill Kerekasztal; mechanikus előtolással, elektromosan és hidraulikusan, valamint fénymásolással.

Többféle hasonló maró- és másológép létezik, amelyek különböznek a feldolgozott munkadarab automatizálási és rögzítési szintjében:
- Kézi vagy asztali másoló-marógép mechanikus profilrögzítéssel. Segítségével elvégezheti a fúrási eljárást különféle formák a sablon szerint viszont hármas furatokhoz háromorsós rögzítésre lesz szükséged gépen vagy fúrón.
- Automata (helyhez kötött) maró és másológép pneumatikus profilrögzítéssel. Az ilyen gépek nem teszik lehetővé hármas lyukak készítését a fogantyúk felszereléséhez, és általában alumínium szerkezetek gyártására használják.
- Automata (helyhez kötött) maró és másológép pneumatikus profilrögzítéssel és 3 orsós rögzítéssel hármas furatok fúrásához.
Másoló marógép működési elve
A termékek másoló-marógépen történő feldolgozása egy mestereszköz (másoló) segítségével történik, amelynek hatása a másolóeszközön keresztül megfelelő mozgást okoz egy speciális vágószerszám munkadarabjához képest. A másolóeszközön keresztül a fénymásoló a működtetőkre hat, míg a munkadarab és a vágó relatív mozgásban hozza létre a másolón meghatározott felületet.
A fő mozgások az orsó forgatása, az asztal és a kontúr mentén történő csúsztatás, valamint az orsófej mozgása vágáskor. Segédmozgások - a szán, az orsófej és az asztal mozgásának felgyorsítása, beépítési mozgások a nyomkövető asztal asztalára, megállók, ujj másolása és az orsófej befogása.

Az alumínium másolómarógépei 2 követési séma szerint képesek működni: műveletek VisszacsatolásÉs egyszerű művelet. A másoló szonda és a vágó az egyszerű műveleti sémában mereven csatlakozik egymáshoz, és a szonda mozgása a másolón keresztül továbbítódik a vágóra. A nyomkövető szonda elhajlása a visszacsatoló áramkörben eltérést okoz a nyomkövető szonda helyzetében a vágóhoz képest.
Az ilyen eltérés eredménye egy speciális nyomkövető rendszerbe kerül, amely működtető jelet ad ki a szerszám útjának beállításához. Ebben az esetben a vágó és a fénymásoló között nincs merev kapcsolat, és a fénymásoló nem érzékeli a vágóerőt, csak a megfelelő jelet továbbítja a végrehajtó szerveknek.
Kétféle másolási marás létezik - térfogati és kontúrmarás. Kontúrmásoláskor a másológörbe a vágó tengelyével párhuzamos vagy merőleges síkban helyezhető el. Az első esetben a másológéppel ellátott asztal és a munkadarab hosszirányban mozog a bevágás és a szénujj függőleges mozgása miatt a görbe változásának szabályozása. A második esetben az asztal a fénymásolóval és a munkadarabbal a fénymásoló íves vonalának alakja szerint mozog kereszt- és hosszirányban.

A térfogatmásolás során a munkadarab összetett térbeli felületét egy maróval egymás után, több párhuzamos asztalvonáson keresztül dolgozzuk fel, azaz minden munkavonásnál kontúrmásolás történik. Az átmenet végén a maró a vonalra merőlegesen eltolódik a munkadarabhoz képest a keresztirányú előtolás mértékével, majd következik a következő munkalöket.
Léteznek közvetlen működésű másoló-marógépek is, amelyekben a marószonda az áramszedőn keresztül továbbítja a mozgást. Az ilyen gépeket elsősorban könnyű gravírozási és marási munkákhoz használják. Áramszedő használatakor a másoláson kívül lehetőség van a munkadarabok méretarányának csökkentésére a másolóhoz képest. A másoló szonda mozgása a másológépen, amely a gépasztalra van felszerelve, továbbítódik az orsóhoz, amely a munkadarab feldolgozásakor a másolóhoz geometriailag hasonló kontúrt ír le.
Csináld magad másoló-marógép
Jelenleg a piac leginkább maró- és másológépeket kínál különböző kialakításokés nehézségi szint. Azonban nem mindig lehet ilyet vásárolni, és a másoló-marógép ára meglehetősen magas. Ezért gyakran szembesülünk azzal a kérdéssel, hogyan készítsünk másoló-marógépet otthon.
Kétségtelenül, házi készítésű gépek nem képesek teljes mértékben versenyezni az ipari modellekkel, de továbbra is működőképesek, és lehetővé teszik a kiváló minőségű másolatok készítését. Azonnal szeretném megjegyezni, hogy nagyon nehéz lesz egy másolóeszközt ipari maróberendezéshez igazítani, és ez mindenekelőtt az egész készülék radikális újratervezésére vonatkozik. Ezért a házi készítésű másoló-marógép összeszerelésének legegyszerűbb módja gyakorlatilag „a semmiből” egy rudak és elektromos motor tokmányral a vágóhoz.
Sokféle másoló-marógép lehet. A készülék jellemző felépítése a következő: a gép szerkezetileg munkaasztalból, tartókeretből és marófejből áll. A munkafelület magassága állítható, a marófej elektromos hajtómotorral és kétfokozatú hajtóművel van felszerelve, amely a marótengely két sebességét biztosítja.
Sok lakástulajdonos panaszkodik, hogy a termék másolásakor a kapott alkatrésznek sok hibája és következetlensége van, amelyek a vágó irányának megváltoztatásakor, rezgés és remegés esetén jelentkeztek. tartószerkezet. A problémákat növeli a munkadarab megereszkedése és görbülete, amelyek a munkadarab növekedésével járnak belső feszültség fa mintavétel miatt. Lehetetlen elkerülni az összes hiányosságot, ha házi készítésű másoló-marógépet készít. Egyszerűen ajánlott a másológépet keskeny profilúvá tenni, és nem univerzálisra.

A házi készítésű másoló-marógépet olyan konkrét termékek előállítására kell optimalizálni, amelyekre Önnek szüksége van. Például egy pisztoly fából készült alkatrészének és a propellercsavarnak a hatékony gyártása különböző műszaki megoldások, nem kombinálhatók egy gépben, és nehezen korrigálható mellékhatások léphetnek fel. Így célszerűbb konkrét feladatokhoz gépeket összeállítani. Ezzel a módszerrel sok költséget és nehézséget takaríthat meg.
Fontos tényező a gép mérete. Minél nagyobb a feldolgozni kívánt termék, annál masszívabbnak kell lennie a tervezésnek. Szükséges, hogy a vágóhajtás által kibocsátott rezgéseket elnyelje a gép tartószerkezetének súlya. A terheket vezetőtengelyekkel kell megtámasztani, amelyeknek biztonsági ráhagyással is rendelkezniük kell, és nem hajlhatnak meg. Az optimális paramétereket a másoló-marógép saját kezű tervezése során kísérletileg választják ki, ez biztosítja a vágó zökkenőmentes működését.

Másoló-marógép tervezésekor határozza meg a gyártandó alkatrészek típusát. Gravírozási munkák elvégzéséhez és hosszú termékek marásához más munkaasztalra és a munkadarabok sablonos rögzítésének módszerére van szükség. A forgácsolószerszám különböző síkjaiban való mozgás szabadsága a munkaasztal típusától függ.
A vágót forgató, házi készítésű másoló-marógépre szerelt villanymotor teljesítménye a gyártott alkatrészektől és azok anyagától függ. Gravírozáshoz és maráshoz fából készült termékek Egy 150-200 wattos egyenáramú villanymotor elegendő.
A pontos másolási eljárás érdekében a másolószondát és a készüléket mereven össze kell kötni egymással, rögzítve benne a vágószerszámot. Ebben az esetben a magasságuknak és az asztal feletti síkoknak teljesen egybe kell esniük. A kialakított merev szerkezetet úgy kell az asztal fölé telepíteni, hogy az a függőleges és vízszintes síkban el tudjon mozogni az asztal oldalai által hagyományosan kialakított tengelyek mentén.
A Duplicarver másoló-marógépet szobrok és lapos domborműves termékek, valamint fafaragások másolására használják. Ma az ilyen technológia analógjai vannak orosz piac Nem. A berendezés elismerést kapott a szakemberek és a kezdő kézművesek körében. Ez az eszköz megfelel a műszaki előírások követelményeinek.
Háromféle gépet árulnak:
- "Duplicarver-1";
- "Duplicarver-2";
- "Duplicarver-3".
Segítségükkel nemcsak kulturális és térfogati faragás, hanem lapos domborműves munkák is végezhetők. Ezek lehetnek panelek, valamint kis mélységű panelek. A termékek méreteit a szélesség határozza meg, hosszuk bármilyen lehet. A „Duplicarver-3” megőrizte a „Duplicarver-2” összes jellemzőjét, és újakat szerzett. Segítségével hosszú térfogati szálakat készíthet.
A készülék munkaeszköze egy kiváló minőségű maró, amelyet Németországban gyártanak. A gép a lehető legpontosabban és a lehető legmegbízhatóbban működik, és elég gyorsan elsajátíthatja vele a munka technikáit. Ha nem engedheti meg magának az ilyen berendezéseket, maga is készíthet másoló-marógépeket fához. Ehhez nincs szükség bonyolult alkatrészek vásárlására.
Osztályozás automatizáltsági fok szerint
Amikor fa másoló-marógépeket készítenek, a kézművesek kezdetben megértik az ilyen berendezések fajtáit,
- asztali vagy kézi számítógép;
- automatikus;
- helyhez kötött.
Az első esetben a munkadarabot mechanikusan rögzítik, ezeken az eszközökön általában lyukakat fúrnak különböző formák, azonban a paramétereket a sablon befolyásolja. A helyhez kötött automata berendezés pneumatikus bilincsekkel rögzíti a munkadarabokat;
A maró- és másológép gyártása előtti rajzainak elkészítésekor azt is meg kell értenie, hogy vannak helyhez kötött automata berendezések pneumatikus bilincsekkel, amelyeket háromorsós fejek egészítenek ki.

Házi készítésű berendezés rajz szerint készíthető. Ennek eredményeként olyan eszközt kaphat, amely a gyári berendezésekhez hasonlóan ellátja feladatait. A fénymásoló a következő alkatrészekből áll majd:
- munkafelület;
- eszköz egy útválasztó telepítéséhez;
- tartókeret.
Gyártáskor marófejjel rendelkeznek, ezt ki kell egészíteni egy hajtóművel és elektromos motor, csak így lehet többféle sebességet elérni. Egy ilyen egység használatával olyan alkatrészt lehet előállítani, amelynek számos hibája lehet.
Előfordulhatnak a vágó irányának megváltoztatása, a szerkezet vibrációja és remegése során. Inkonzisztencia az alkatrész görbülete miatt is előfordulhat, ez a probléma belső feszültség esetén jelentkezik. A hiányosságokat kiküszöbölheti, ha egy gépet bizonyos típusú alkatrészek gyártására készít.
A fénymásoló létrehozásának jellemzői

Ha úgy dönt, hogy saját maga készít másoló-marógépet, akkor azt bizonyos alkatrészek feldolgozására kell optimalizálni. Fontos szempont, hogy mikor saját gyártás gép, van teljes súly. Ennek tartalmaznia kell a szerkezet méreteit is.
Masszívabbnak kell lennie, ha nagy méretű termékek feldolgozását tervezi. Ez lehetővé teszi a berendezés számára, hogy csökkentse a vágógép működése közben fellépő rezgéseket. A vezetőtengelyeket jelentős erőtartalékkal kell elkészíteni, csak akkor nem hajlik meg a megnövekedett terhelés hatására.

Ha saját kezűleg készít másoló-marógépet, fontos megérteni tervezési jellemzők. A rendszer egy működő fejjel és egy tartókerettel rendelkezik. A munkafelület magassága állítható, míg a marófejet ki kell egészíteni egy kétfokozatú hajtóművel, amely két tengelysebességet biztosít.
Áramszedő készítése

A fa másoló-marógépeinek fő egysége az áramszedő, amely fából készülhet. Arra azonban fel kell készülni nagy pontosságú Ebben az esetben ezt nem lehet elérni, mert a fa nyersdarabok csatlakoztatása zsanérokkal történik.
Ha hurkokat használ a rögzítésükhöz, holtjáték alakul ki közöttük. A fémből néha rajzpantográfot készítenek, különböző léptékű másolatok készíthetők vele, de csak háromdimenziós másolatok készíthetők vele.
Munkamódszertan

A munkaelem pneumatikus, hidraulikus vagy mechanikus elemekkel is összekapcsolható, amelyek a fénymásolóból a munkaelemre ható erő létrehozásához szükségesek. A sablon lehet lapos kontúr vagy térbeli modell. Használhat kontúrrajzokat, referencia alkatrészt, de a méretek és a forma leolvasásának eleme egy másolóhenger vagy ujj, fotocellák vagy szonda.
A sablonhoz fát, műanyagot vagy fémet használhat. Ezt az egységet a berendezés forgó munkaasztalán kell elhelyezni. A CNC maró- és másológépek gyártása során olyan munkaelemmel kell rendelkezniük, amely egy mágnesszelepnek köszönhetően elkezd mozogni, az erősítőberendezésekben orsószelep vagy relék találhatók, ezek lehetnek hidraulikus, elektromágneses vagy elektrooptikaiak.
A másoló-maró esztergáló berendezések gyártásának jellemzői
A másoló működni fog, minőséget biztosítva a nyomkövető eszköz mozgási sebességétől függően. A működtető áramkörnek egy fő eleme lesz hidraulikus henger vagy elektromos motor formájában. A vezetőcsap alkotja az áramszedő szerkezetét. A vezetőcsapot és az orsót ugyanarra a sínre kell helyezni.
A lécnek vállaknak kell lenniük, amelyek aránya határozza meg a másolás mértékét. A másológépnek lesz egy ujja, amely a sablonok kontúrja mentén mozog. Ő lesz a felelős a rack mozgásáért, amely szabadon forog a tengelyen. Az állvány másik oldalán az orsó azonos mozgásokat fog végezni az alkatrészek feldolgozása során. Az ilyen gépeken a leírt eszköz nem lesz felesleges, és jelenléte növeli a funkcionalitást.
Következtetés
A másoló-marógépek manapság nagy népszerűségre tettek szert a fogyasztók körében, amiatt, hogy a mindennapi életben és a gyártás során gyakran van szükség másolatok készítésére vagy termékek ismétlésére. Erre a célra ma olyan eszközöket használnak, amelyek nagy termelékenységet és pontosságot biztosítanak, ami kézzel nem érhető el.
A marás az anyagok mechanikus megmunkálása egy speciális vágószerszámmal - maróval. A módszer lehetővé teszi a megmunkált felület magas szintű pontosságának és érdességének elérését. Ezenkívül jelentős termelékenység jellemzi.
A felületi megmunkálás a felmarás módszerével történik, amikor a vágószerszám forgása ellentétes az előtolás irányával, és lefelé marással - olyan módszerrel, amelyben a maró és az előtolás forgásiránya azonos. Modern szuperkemény anyagokból készült vágóélű marók használatával a köszörülési művelet helyettesíthető.
A maróberendezések univerzálisra és speciálisra oszthatók. Az első esetben általános célú gépekről van szó, amelyek hosszirányú és folyamatos marást végeznek, konzolra szerelt szerszámokkal vagy anélkül. A második tartalmaz egy mechanizmust menetek, bordák vágására, fogaskerekek és kulcshornyok készítésére, valamint mintamarásra.
A gyártás során gyakran van szükség több darab, egy tétel, vagy akár egy sorozat egyforma alkatrész gyártására. Erre használnak maróberendezések, áramszedővel felszerelt.
BAN BEN háztartás A marógép funkcióit általában kézi marógép látja el. A maximális munkavégzés érdekében a maró egy egész sor tartozékkal van felszerelve. A fő berendezéseket a berendezéssel együtt szállítjuk, kiegészítő berendezések vásárolhatók vagy önállóan gyárthatók. Ezek különféle ütközők, bilincsek, sablonok. De még tovább is mehet, és készíthet másológépet térfogati alkatrészek marásához.
Maró- és másolóberendezések: működési elv
Egy ilyen eszköz működési elve az, hogy a másolófej mozgását a tartóprofilon keresztül egyértelműen továbbítsa a vágószerszámnak.
Elég nehéz másoló marógépet vásárolni, így mesteremberek Saját kezűleg készítik ócskavas anyagokból. Minden próba és hiba útján történik. Ezért a szakértők azt tanácsolják, hogy először állítsanak össze egy faragó másolatot, és csak azután vezessék be a tömeggyártásba. Általában ezt a szakaszt egynél több komoly kiigazítás és módosítás előzi meg.
Maró- és másolóberendezések: alkalmazási területek
A másolómarógépek nemcsak lapos, hanem háromdimenziós alkatrészeket is képesek feldolgozni. Segítségükkel az egyszerű marási műveletekkel együtt gravírozást, rajzokat, mintákat és feliratokat ismételhet meg. A gép kialakítása meglehetősen egyszerű, és bármely kézműves elkészítheti.
A másoló-marógépek nemcsak fa alkatrészek, hanem öntöttvas, acél és műanyag munkadarabok, valamint színesfémekből készült termékek feldolgozását is lehetővé teszik. Ezt a gyorsacélból és keményötvözetekből készült kiváló minőségű szerszámok biztosítják. A másológép nem csak egyenes, hanem ívelt felületek marását is lehetővé teszi. Ebben az esetben a részletek teljesen azonosak.
Maró és másoló berendezések: tervezés
A másoló-marógép tipikus felépítése teljesen egyszerű. Ez egy munkaasztalból és egy vezetőrendszerből áll, bilincsekkel a router és a másoló rögzítéséhez.
Egy univerzális másoló-marógépet otthon elkészíteni meglehetősen nehéz, és nincs is rá nagy szükség. Otthoni használatra általában magasan speciális specializációjú berendezéseket hoznak létre.

Másoló marógép gyártása: anyagok
Ha saját kezűleg szeretne másolatot készíteni a faragóról, készítsen egy alapvető vázlatot, amely útmutató lesz a további műveletekhez. Ezenkívül fel kell töltenie néhány anyagot. Ez:
- Térdre cementált polírozott tengely Ø 16 mm.
- Lineáris csapágyak 2 db mennyiségben.
- Sínvezetők 900 mm hosszúak – 2 db. A rögzítés megkönnyítése érdekében hosszukat 150 többszörösének tekintjük.
- Osztott lineáris csapágyak 4 db mennyiségben. Célszerű rögzítőcsavarral ellátott csapágyakat használni a vezetőn lévő illesztés szorosságának beállításához.
- Profil cső 30×60 3 mm falvastagságig.
- Fémlemez 900 mm hosszú és 100 mm széles.
- Befejező bejegyzések 2 db mennyiségben.
- Mozgó elem tányér formájában – 1 db.
- Lengőkar a másoló és a router rögzítéséhez – 2 db. A hosszt önkényesen választják ki.
- Mozgatható tengelykapcsolók – 2 db.
- 40×40-es profilcső 3 mm falvastagságig.
- Korona tengelykapcsoló az alkatrész és a sablon elfordításához.
Másoló-marógép készítése: szerszámok
Ezek után el kell készítenie egy olyan szerszámot, amely mindenképpen hasznos lesz a gépszerkezet összeszereléséhez. Ez:
- sarokcsiszoló;
- vágó- és tisztítótárcsa;
- hegesztőgép;
- hegesztő maszk;
- sziromkorong vagy ecset;
- önmetsző csavarok sínvezetők és mozgó elemek rögzítéséhez;
- elektromos fúró;
- csavarhúzó;
- mérőeszközök: mérőszalag, tolómérő;
- középső lyukasztó és kiíró.
Másoló-marógép készítése: lépésről lépésre
Miután minden készen van, megkezdődik a másoló-marógép közvetlen összeszerelése.
1. lépés
Egy 30×60-as profilcsőből két darab 950 mm hosszú darabot kell levágni a sínvezetők rögzítéséhez. A végálláskapcsolók felszereléséhez 50 mm-es ráhagyás szükséges, hogy megakadályozzuk a lineáris csapágyak kicsúszását.
2. lépés
A 40×40-es profilcsövet üres darabokra kell vágni az alaphoz. A meglévő vázlat alapján két darab 1350 mm-es és két darab 900 mm-es darabot kell levágnia.
3. lépés
Ugyanabból a csőből kis állványokat kell vágni. Lineáris méretük az utólag megmunkált részek magasságától függ.
4. lépés
Most el kell távolítania a rozsdát a csövekről. Ehhez lapos tárcsát vagy ecsetet használhat.
Fontos! Az ecset használata előtt ügyeljen a maximális összeget munkasebességet rajta és a darálón. A kefe forgási sebességének meg kell haladnia a berendezés sebességét.
5. lépés
Ezt követően az összes illesztést összehegesztjük és a varratokat 6 mm vastag tisztítókoronggal megtisztítjuk.
6. lépés
Ezután biztosítani kell a sínvezetők párhuzamosságát. Ehhez a fogasléc és a sínvezető alapja közötti kapcsolatot leválaszthatóvá kell tenni. Az állvány belső méretének megfelelő alátétet kell venni, hozzá kell hegeszteni egy anyát, és be kell csavarni a csavart. Ebben a szakaszban a csavarra azért van szükség, hogy az anyát és az alátétet az állványcső üregébe egy síkban és szigorúan szerelje be. függőleges helyzet, és hegesztéskor ne sértse meg a menetet. Ezt mind a négy állványnál el kell végezni.
7. lépés
Hegessze az oszlopokat az alaphoz.
8. lépés
A sínvezető alján, az állványokkal való találkozásnál lyukakat kell fúrni: a felső polcon a csavarfejhez, az alsó polcon a menethez.
9. lépés
Szerelje fel a sínvezetőket az alapra (30×60 cső), készítsen elő furatokat, és rögzítse fémcsavarokkal.
10. lépés
Szerelje fel az alapokat sínvezetőkkel, és húzza meg csavarokkal.
11. lépés
Ellenőrizze a vezetők párhuzamosságát. Ha hiányzik, akkor a vezető alatti állványokra különböző vastagságú fóliát kell elhelyezni.
12. lépés
A fémlemezen meg kell jelölni és fúrni kell a lyukakat az osztott lineáris csapágyak és a végoszlopok rögzítéséhez.
13. lépés
Ezt követően egy mozgatható elemet kell készíteni úgy, hogy a hézagmérő és a maró 300 mm-es lengőkarjait fémlemezre hegesztjük, majd lineáris csapágyakat rögzítünk rá.
14. lépés
Ezt követően a mozgó elemet egy csiszolt tengelyre kell helyezni, melynek szélei mentén a végoszlopokat kell felszerelni.
15. lépés
A teljes szerkezetet 100 mm széles fémlemezre kell felszerelni, és a végoszlopokat önmetsző csavarokkal kell rögzíteni.
16. lépés
Ezután osztott lineáris csapágyakat kell felszerelni a fémlemezre az alsó oldalon.
17. lépés
Ezt követően a felfüggesztett szerkezetet a osztott csapágyazású sínvezetőkre helyezik és a végkapcsolókat szerelik fel.
18. lépés
A lengőkarok végére mozgatható tengelykapcsolók vannak felszerelve, és egy szonda és egy maró van rögzítve.
19. lépés
Ahhoz, hogy a munkadarab és az alkatrész szinkronban foroghasson, tengelykapcsolókkal kell összekötni őket. A vezérléshez lánckerék és korona alkalmas. A másoló marógép készen áll. A tervezés 5 szabadsági fokot ért el. Az X tengely mentén történő mozgást a szerkezet sínvezetők mentén történő mozgása, az Y tengely mentén történő mozgást egy mozgó elem polírozott tengely mentén történő mozgása, a Z tengely mentén pedig a lengőkarok mozgása biztosítja .
Ezenkívül a mozgatható tengelykapcsolóknak köszönhetően a szonda és a maró a lengőkar tengelye mentén jobbra-balra mozoghat, és lehetőség van a sablon és a munkadarab egyidejű mozgatására. Ez lehetővé teszi szinte bármilyen alakú alkatrész feldolgozását.
Fémmásoló-marógépek tömeg- és sorozatgyártásban
A fémmásoló- és marógépeket tömeggyártásban használják. Segítségükkel készülnek hajógerinc propellerek, sugárhajtómű turbinák, szivattyú járókerekek, kovácsoláshoz és préselési szerszámok, valamint mechanikai és öntödei gyártáshoz szükséges nyersdarabok. A mindennapi életben a fémmásoló berendezéseket gyakorlatilag nem használják.
Áramszedő útválasztóhoz: tervezési jellemzők
A másolási folyamatok méretezésére egy speciális eszköz, az úgynevezett áramszedő áll rendelkezésre. Megkönnyíti az alkatrészek gyártási folyamatait ívelt felületek, lehetővé teszi bármilyen bonyolultságú díszek és minták elkészítését csökkentett formában. Egy ilyen eszköz költsége meglehetősen magas. De teljesen lehetséges, hogy saját kezűleg készítsen áramszedőt otthon.
Áramszedő útválasztóhoz: működési elv
Az áramszedő sematikus diagramja meglehetősen egyszerűnek tűnik. Ez egy kétfelé osztott négyzet. Minden csukló csuklós, így minden oldala mozgatható, és a négyzet ütközéskor könnyen rombuszmá válik. A négyzet egyik sarkában található nullapont mereven rögzítve van. Viszonylag a kialakítása módosítható, rombuszba alakítva. A négyzet közepén egy vágószerszám van felszerelve. A négyzet másik sarkában átlósan van rögzítve egy fénymásoló. A nulla pont és a vágó távolsága egy bizonyos A érték, a fénymásoló pedig 2A. Ez 2:1 méretarányt ad. Lineáris méret Az áramszedő hosszú és rövid oldala is 2-szer tér el egymástól.
Áramszedő maróhoz: anyagok
Ahhoz, hogy saját kezűleg készítsen áramszedőt, a következő anyagokra lesz szüksége:
- Négyzet alakú fémprofil 12×12
- 180201 csapágy.
- Perselyek a csapágy külső gyűrűjéhez.
- Csapok a csapágy belső méretének és az M12-es menetnek megfelelően.
- Anya M12.
- Csavarok M6×45
- Anyák M6.
- Persely a másoló rögzítéséhez.
- Profilcső 40×40
- Egy hurok fém-műanyag ablak.
- Festék.
- Maszkolószalag.
- Fém lemez.
- Csavar a fénymásoló rögzítéséhez.
Áramszedő maróhoz: szerszám
A felsorolt anyagokon kívül a következő eszközökre lesz szüksége:
- Kézi fagyasztó.
- Sarokcsiszoló.
- Hegesztőgép.
- Villáskulcsok.
- Mérőeszköz.
Áramszedő útválasztóhoz: lépésről lépésre a saját készítéshez
Folytatjuk az áramszedő tényleges gyártását.
1. számú szakasz. Munkadarab vágás
A négyzet alakú profilt a számított méreteknek megfelelően meg kell jelölni és vágni. A kényelem érdekében maszkolószalagot és fém lemez. A szalag egyértelmű jelöléseket tesz lehetővé, a lemez pedig egyenletes és jó minőségű vágást tesz lehetővé. A maró platformjának nyersdarabjait derékszögben kell vágni, és a hajtórudak profiljának szakaszait le kell ferdíteni a csapágypersely maximális illeszkedése érdekében.
2. sz. Technológiai lyukak fúrása
Minden munkadarabot le kell élni, és Ø 6,2 mm-es lyukakat kell fúrni a szerkezet további csatlakoztatásához.
3. sz. Az útválasztó platformjának hegesztése
Ezt követően hegesztenie kell az útválasztó platformját.
4. sz. Összekötő rudak gyártása
A táblán valami mozaikszerű darabot kell készíteni, és erősen rögzíteni kell az összes hegesztendő alkatrészt. Ehhez a táblába lyukat fúrnak, és a perselyben lévő csapágyat csavarral rögzítik, a hajtórudak négyzetes profiljait bilincsekkel rögzítik. Először két alátétet kell behelyezni közéjük, és rögzíteni kell őket csavarokkal. Ezt követően a szerkezet összes illesztését leforrázzák és megtisztítják. Ezután le kell vágnia a csapágyperselyt a négyzet alakú profilok között minden egyes hajtórúdon. Az M6 csavarokat, alátéteket és csapágyakat el kell távolítani. A keretre kell hegeszteni egy tartót a router számára, és egy hosszabbítót a skálázáshoz a rövid hajtórúdra a nulla ponttal szemközti ponton. Az összekötő rudak festhetők, hogy esztétikus megjelenést kapjanak.
5. számú szakasz. Egység készítése a fénymásoló rögzítéséhez
Most két perselyt kell megmunkálnia belső átmérő, hasonló a fénymásoló méretéhez. Fúrjon egy lyukat az oldalán, és vágjon egy menetet a másolót rögzítő csavar beszereléséhez. Ezt követően két darab 12x12-es, 20-30 mm hosszú négyzetet kell levágni, és a perselyek közötti oldalon hegeszteni. A négyzetek közötti méretnek 12 mm-nek kell lennie.
6. sz. Csapágyemelő mechanizmus gyártása
Csapágyemelő egység gyártása szükséges. Ehhez a nullapontos ujjat egy 12×12-es profildarabra kell hegeszteni, és fém-műanyag ablakból származó hurokkal egy 40×40-es profilú csőre kell rögzíteni. A profilcső helyként szolgál az áramszedőnek az asztalhoz egy bilinccsel történő rögzítéséhez.
7. sz. Áramszedő összeállítás
A csapágyakat a perselyekbe kell beszerelni és biztonságosan rögzíteni a hajtórudak négyszögletes profiljának M6 csavarokkal történő meghúzásával. Az ujjaival egyetlen szerkezetbe kell összeállítania az összekötő rudakat. Rögzítse az áramszedőt az asztalhoz egy bilinccsel, és szerelje fel a routert. A készülék használatra kész.
Vágószerszámok marási munkákhoz: másolóvágók
A másolóvágók olyan szerszámok, amelyeken a vágórészen kívül csapágy is található. Mérete megegyezik a vágó vágórészének átmérőjével. A csapágy a vágó felső és alsó részén egyaránt elhelyezhető. Így van besorolva az eszköz. Érdemes megfontolni, hogy a jelölés a csapágy helyzetét jelzi a vágó szokásos elhelyezésében - a szárral felfelé.
Másolási munkák elvégzésére szolgálnak sablon szerint. Felső csapágyas maró használatakor a sablon az alkatrész tetején helyezkedik el, ha alsó csapágyhelyzettel, akkor alulról.
Munka kézi útválasztó bármilyen vágóeszköz használatát jelenti. Biztonságos. Az egyetlen dolog, hogy felső csapágyas vágószerszám használatakor ügyeljen a vágó túlnyúlására, hogy ne sértse meg a munkapadot.
A famegmunkáló gépen végzett marás során csak alacsonyabb csapágyhelyzetű marókat kell használni. Ez annak köszönhető, hogy a felső csapágyhelyzetű marónak a munkadarab területén nyitott forgó vágórésze van. A gondatlan mozgás súlyos sérüléseket okozhat. Az ilyen vágógépeket csak a gépeken használják különleges esetek a biztonsági előírások maximális betartásával.
A másolómarógépek egyedi berendezések, amelyeket végrehajtásra használnak a legösszetettebb munka azonos alkatrészek gyártásához. Az otthoni munkavégzéshez azonban egyszerű analógokat készíthet az ilyen berendezésekről és eszközökről, amelyek segítenek otthonában vagy kisvállalkozásában.
Egy egyszerű másológép elkészítése saját kezűleg első pillantásra könnyű feladatnak tűnik. Az interneten sok fénykép található a kész szerkezetekről, amelyek lenyűgözőek eredetiségükkel és könnyű gyártásukkal. Sokan vágynak valami ilyesmire. De amikor a házi készítésű másológépet összeszerelik, kiderül, hogy nem minden olyan sima.
A másológépek marással és esztergálással rendelkeznek. Az elterjedtség tekintetében az első helyet a maró- és másológépek foglalják el. Funkcionálisabbak, és nem csak kerek, hanem szabad formátumú másolatok készítését is lehetővé teszik. Ebben a cikkben lesz szó róluk.
A házilag összeszerelt maró- és másológépek legnagyobb problémája a holtjáték és a vibráció. Sok házi kézműves panaszkodik, hogy a minta másolásakor a kapott terméknek számos következetlensége és hibája van, amelyek akkor jelentek meg, amikor a formázóvágó iránya megváltozott, és a tartószerkezet megrázkódott. Ezenkívül növelik a munkadarab hajlítási és hajlítási problémáit, amelyek a famintavétel miatti belső feszültség növekedésével járnak. Ezért a másológép készítése során lehetetlen azonnal elkerülni az összes hiányosságot. Általában az összeszerelés után a szerkezetet egy ideig elfogadható paraméterekre kell hozni.
Mindenesetre jobb, ha egy házi készítésű másológép nem univerzális, hanem keskeny profilú, azaz optimalizálva van a szükséges termékek gyártására. Például egy fegyver fa alkatrészének, a légcsavarhoz való csavarnak és a terjedelmes szövegnek a hatékony előállításához különböző műszaki megoldásokra van szükség, és ha ezeket egy gépben kombinálják, akkor problémák adódhatnak. mellékhatások, amit nehéz lesz kijavítani. Ezért célszerűbb egy adott feladathoz gépeket összeszerelni. Ezzel a megközelítéssel sok nehézség és indokolatlan költség elkerülhető.
A gép mérete is fontos tényező. Minél nagyobb a megmunkálni kívánt munkadarab, annál masszívabbnak kell lennie a szerkezetnek. A vágóhajtás által kibocsátott rezgéseket el kell nyelnie a gép tartószerkezetének tömegének. A vezetőtengelyeknek pedig nemcsak a terhelésnek kell ellenállniuk, hanem biztonsági ráhagyással is kell rendelkezniük, hogy ne hajoljanak meg. A maró- és másológép önálló tervezése során kísérleti úton választják ki a maró zökkenőmentes működéséhez szükséges optimális paramétereket.
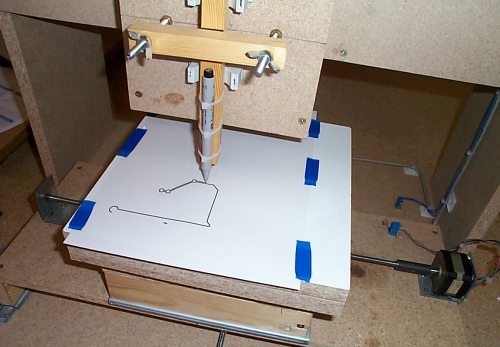
 A maró- és másológép működési elve a következő: egy mozgatható keretre van felszerelve egy famintavételre szolgáló maró és egy szonda, amely az eredeti megvezetésére szolgál. A keret leereszkedik fa üres, és a maró eltávolítja a felesleges fát. A tervezés lényege, hogy biztosítsa a vágó és a szonda egyidejű mozgását három síkban, valamint a keresztirányú tengely körüli forgást. Erre a célra fém vezetőket vagy fa zsanérrendszereket használnak. A fa jobban elnyeli a rezgéseket, könnyebben megmunkálható és olcsóbb. Az oldal alján található videó egy házi készítésű másológépet mutat be lapos domborműves képek és háromdimenziós feliratok készítéséhez. nem szabványos módon mozgás a térben. Ezenkívül ez a kialakítás kétszeres léptékcsökkentést biztosít. A maró- és másológép rajzait a lap alján egy archívumban töltheti le.
A maró- és másológép működési elve a következő: egy mozgatható keretre van felszerelve egy famintavételre szolgáló maró és egy szonda, amely az eredeti megvezetésére szolgál. A keret leereszkedik fa üres, és a maró eltávolítja a felesleges fát. A tervezés lényege, hogy biztosítsa a vágó és a szonda egyidejű mozgását három síkban, valamint a keresztirányú tengely körüli forgást. Erre a célra fém vezetőket vagy fa zsanérrendszereket használnak. A fa jobban elnyeli a rezgéseket, könnyebben megmunkálható és olcsóbb. Az oldal alján található videó egy házi készítésű másológépet mutat be lapos domborműves képek és háromdimenziós feliratok készítéséhez. nem szabványos módon mozgás a térben. Ezenkívül ez a kialakítás kétszeres léptékcsökkentést biztosít. A maró- és másológép rajzait a lap alján egy archívumban töltheti le.
Most nem lesz nehéz másolatot készíteni például egy háromdimenziós feliratról. Saját maga is készíthet sablont 3D szöveg létrehozásához. Ehhez szüksége lesz egy nyomtatott vázlatra, néhány kartonlapra, ragasztóra és egy írószer késre. A vázlatos lapot és a kartont összeragasztjuk, hogy a papír ne gyűrődjön. Száradás után egy írószer kés élével óvatosan vágja ki a betűket pontosan a vázlatnak megfelelően. A 2 mm-es sablonmagasság általában elegendő ahhoz, hogy megakadályozza a szonda elcsúszását.





